歡迎來(lái)到東莞市瑞諾宏精密機(jī)械科技有限公司網(wǎng)站!



精密機(jī)加工零件生產(chǎn)廠家
鋁合金精密零件,不銹鋼精密零件,精密沖壓件
信息來(lái)源于:互聯(lián)網(wǎng) 發(fā)布于:2021-05-26
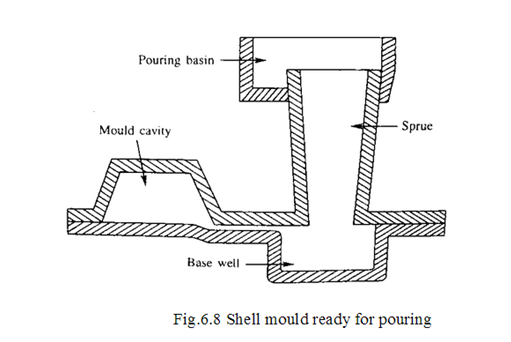
?殼模法
????廣東機(jī)械加工廠在這種造型工藝中,將砂子和熱固性樹脂混合并將其與加熱的金屬模型表面緊密接觸,,從而圍繞著模型形成了一個(gè)薄且堅(jiān)固的鑄型殼層。然后將殼層與模型分離,并將上下型同時(shí)移出放入到有必需的填背材料的砂箱中,隨即將熔融的金屬澆入到鑄型中。通常,完全沒有粘土成分的干的細(xì)砂(90-140目)用于做殼型造型砂,顆粒尺寸的選擇取決于鑄件所要求的表面光潔度,太細(xì)的顆粒尺寸需要大量的樹脂進(jìn)而使造型成本提高。
? ??殼型造型中使用的人造樹脂實(shí)質(zhì)上就是熱固性樹脂,熱量導(dǎo)致它不可逆硬化,應(yīng)用最廣泛的樹脂是酚醛樹脂。與砂子相結(jié)合時(shí),它們有很高的強(qiáng)度和耐熱性。殼型造型中使用的酚醛樹脂通常屬于兩級(jí)類型式,即樹脂有過(guò)量的酚醛時(shí)會(huì)在使用中體現(xiàn)熱塑材料的性質(zhì),廣東機(jī)械加工廠在對(duì)砂進(jìn)行覆膜的過(guò)程中,樹脂中會(huì)加入一種催化劑比如以14%-16%的比例加入六甲撐四胺以產(chǎn)生熱固性。砂混合物中有時(shí)會(huì)加入附加物以改善表面光潔度和澆注過(guò)程中的熱裂。附加物中一些是煤粉、粉狀渣滓、二氧化錳、碳酸鈣、胺基氟硼酸鹽和鎂基氟硅酸鹽。一些潤(rùn)滑劑比如硬脂酸鈣和硬脂酸鋯也可以加入到樹脂砂中來(lái)改善型砂流動(dòng)性和殼型與模型容易脫離。
? ??廣東機(jī)械加工廠準(zhǔn)備殼型的第一步是以一種將砂粒完全覆蓋樹脂的砂混合物的準(zhǔn)備,為了達(dá)到這個(gè)要求,首先是將干的砂子、六甲撐四胺和附加物在繆勒中混合一分鐘。然后加入到液體中并繼續(xù)混合三分鐘,向繆勒中導(dǎo)入冷的或者熱的空氣,繼續(xù)混砂知道液體從混合物中析出,沙粒覆蓋到所需要的程度。
????廣東機(jī)械加工廠取決于模型的類別金屬型板被加熱到200-350度不等。型板能夠均勻加熱以使整個(gè)模型溫度變化在25-40度范圍內(nèi)。在模型和金屬板涂一層聚硅酮脫模劑,加熱的鑄型不可見的固定在翻斗中,如圖6.7(a)中所示,腹膜砂以一種大于所需形成殼型厚度的量填入到其中。?

? ??然后旋轉(zhuǎn)翻斗,如圖6.7(b)所示以使覆膜砂落到加熱板上。模型的熱量熔化相鄰樹脂,從而使得型砂混合物黏附在模型上。?
? ??廣東機(jī)械加工廠當(dāng)?shù)玫揭粋€(gè)所需厚度的殼型時(shí),翻斗旋轉(zhuǎn)180度以使多余的砂子回落到斗中,留下如圖6.7(d)中所示的與模型緊密接觸的殼型,平均的殼型厚度取決于模型的溫度和腹膜砂與型板的接觸時(shí)間,實(shí)際所需的殼型厚度取決于澆注金屬的溫度和鑄件復(fù)雜程度。通常這可以通過(guò)試驗(yàn)和錯(cuò)誤分析方法達(dá)到.??于殼型很薄,它們需要一些外部的支持以承受熔融金屬液的壓力,在殼型的外部固定一個(gè)金屬外殼十分的理想,但是由于太昂貴而不合實(shí)際。相比之下,通常使用一種鑄鐵金屬丸,其占去了所有的輪廓,除去了殼型上不應(yīng)有的壓力。