歡迎來(lái)到東莞市瑞諾宏精密機(jī)械科技有限公司網(wǎng)站!



精密機(jī)加工零件生產(chǎn)廠家
鋁合金精密零件,不銹鋼精密零件,精密沖壓件
信息來(lái)源于:互聯(lián)網(wǎng) 發(fā)布于:2021-06-09
2.具體操作方法
精密零件加工在粗加工零件時(shí)各尺寸留0.3mm精加工余量,內(nèi)孔半精加工留0.2mm余量;將粗加工好的零件進(jìn)行真空淬火至60~64HRC;對(duì)零件內(nèi)孔、端面進(jìn)行加工至圖樣尺寸要求;將內(nèi)孔磨削好的零件在CAK6360b臥式數(shù)控車床上進(jìn)行精加工外圓,由于零件同心度要求較高,為保證零件精度,廣東機(jī)械加工廠在精加工時(shí)用心軸(圖2)定位工件內(nèi)孔,將裝卡加工好的心軸用磁性千分表檢驗(yàn)跳動(dòng),保證跳動(dòng)0.005mm以內(nèi),然后將磨削好的零件與心軸進(jìn)行配合,同時(shí)用心軸上螺母進(jìn)行鎖緊,頂尖定位心軸中心孔,用90°外圓車刀精加工外圓至圖樣要求尺寸,用千分尺進(jìn)行檢驗(yàn);然后同時(shí)裝卡好線切割3把刀具,因零件槽型距離要求嚴(yán)格,加工前借助1:100倍放大鏡進(jìn)行外徑及端面對(duì)刀,保證誤差值0.01mm以內(nèi),參考下表格工藝參數(shù)表1,用數(shù)控機(jī)床切槽循環(huán)程序進(jìn)行切槽,加工時(shí)注意切削排屑方向,利用切削液充分冷卻刀具。如圖2:
3.加工槽型過(guò)程中遇到問(wèn)題
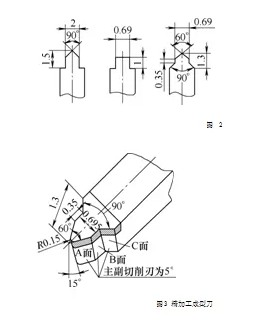
精密零件加工?在數(shù)控臥式車床上加工首件時(shí),設(shè)定主軸轉(zhuǎn)速120r/min,徑向進(jìn)給率0.1 mm/min,第1把刀程序運(yùn)行切削時(shí)正常,第2把刀由于我們忽略了刀具的刃口修飾刃崩,加工45個(gè)槽時(shí),鐵屑成面條狀,停車進(jìn)行檢查,發(fā)現(xiàn)刀具刃崩嚴(yán)重,刀具擠屑,導(dǎo)致零件槽型擠壓變形,造成零件報(bào)廢。第二件加工時(shí)修正好刀具以后,降低主軸轉(zhuǎn)速及徑向進(jìn)給率,第1把刀和第2把加工時(shí)切削聲音和排屑很正常,第2把刀切削完以后程序暫停察看零件表面粗糙度達(dá)到要求,繼續(xù)運(yùn)行程序第3把刀進(jìn)行精加工零件,程序運(yùn)行完成后,觀看零件表面質(zhì)量?jī)?yōu)異,測(cè)量時(shí)發(fā)現(xiàn)零件槽型深淺不對(duì)稱,仔細(xì)查找原因,成型刀具在精加工時(shí)在槽底停留時(shí)間較短,每切一個(gè)槽型,程序運(yùn)行后快速退刀,造成零件槽型深淺不一。
廣東機(jī)械加工廠解決方案:降低主軸轉(zhuǎn)速及徑向進(jìn)給率,對(duì)刀具刃磨時(shí)進(jìn)行刃口修光,程序運(yùn)行時(shí)在槽底停留時(shí)間延長(zhǎng)1s。吸取了前面失敗教訓(xùn),再次加工時(shí)設(shè)定主軸轉(zhuǎn)速80 r/min徑向進(jìn)給率0.07 mm/min,3把刀具在充足的冷卻液中,循環(huán)切槽程序終于在5h后完美加工好槽型,用線切割檢驗(yàn)樣板進(jìn)行燈光縫隙檢驗(yàn),加工后零件獲得優(yōu)異的表面質(zhì)量,能夠滿足圖樣尺寸及公差要求。加工工藝參數(shù)見(jiàn)附表。表格中所用刀具均是株洲鉆石YT05硬質(zhì)合金焊接刀具。
4.結(jié)語(yǔ)
廣東機(jī)械加工廠根據(jù)表中的加工藝參數(shù)進(jìn)行加工,在經(jīng)過(guò)多次失敗中摸索,利用YT05硬質(zhì)合金的優(yōu)點(diǎn),線切割 成型刀具,在數(shù)控臥式車上上加工成功案例,成功替代了加工高硬度零件在數(shù)控磨床上加工的先例,為加工高硬度工件采用普通硬質(zhì)合金加工積累了經(jīng)驗(yàn),且磨損的硬質(zhì)合金刀具也可再次進(jìn)行線切割,進(jìn)行刃磨。降低了加工成本同時(shí),亦縮短了加工時(shí)間,提高了生產(chǎn)效率,順利完成了產(chǎn)品的交付計(jì)劃。