信息來源于:互聯網 發布于:2024-02-11
廣東機械加工廠 和石膏型鑄造相似,陶瓷型鑄造中使用的模型是用石膏,塑膠,木頭,金屬或橡膠制作的,陶瓷漿從模型上方澆注,它迅速變硬到橡膠的稠度,它能夠從模型表面剝落,重新組合成一個鑄型。揮發物可以通過火焰燃燒或者低溫烘烤的方法除去。然后它在1000度左右的爐中烘烤,從而形成一個可以承受高溫金屬澆入的陶瓷模。另外,廣東機械加工廠在鑄型還熱的時候金屬就可澆入。公差可以控制在0.4%,表面光潔度可高于2-4微米,分型線公差增加0.3mm,壁厚可以到1.25mm,重量可以從60g到數噸,拔模斜度要求1度。
這項工藝是昂貴的,但是減少了二次機加工操作,這項工藝生產的典型零件包括不銹鋼制作的葉輪,青銅件,復雜切割工具,塑膠造型加工工具。步驟:
模型由粘土,木頭或者石膏制成,其必須覆蓋上2-3層薄的橙漆。
第一步:首先你必須研究實體,基于它你才能制作鑄型,為確定分型線。用氈尖記號筆在實體上畫一條線。
第二步:將實體放置于你的工作臺上,這樣分型線在某種程度上與你的工作面平行。在將水基造型粘土向上堆積之前,圍繞分型線將最寬點距離點向外延長一英寸。
第三步:當粘土堆積完畢后,即圓滑的和皮革般堅固的,切成方形的粘土如圖所示,使用一個軟刷,在物體表面和分型線的頂部分別刷上一層橙漆,經過15-20分鐘,用滑石粉輕輕噴涂。
第四步:用一個軟刷在整個表面涂一層脫模劑,烘干刷子然后刷去多余的脫模劑,使物體有一個光滑的表面和粘土分型線。

第五步:準備好鑄造平板,用脫模劑擦拭其前表面和邊緣,如圖用C型夾裝配。用一個木制工具將粘土分型線與所示平板內表面相交處封邊。
第六步:準備鑄造。對于下圖所示的物體大小和圍繞模型的分型線外觀體積。我們將用如下的比例:一加侖的塑料罐,稱出11/2lbs1號陶器石膏泥。
第七步:使石膏泥浸泡3-5分鐘,然后和鉆孔乙基液混合,混合大概5.5分鐘。在盒內模型的上方澆入,石膏應該至少覆蓋模型以上一英寸的厚度。
第八步:20分鐘以后,將鑄造平板分開,刮掉頂部的石膏并將邊緣稍微傾斜,抓住石膏模的另一邊緣輕輕的轉動使粘土從工作臺上松動,如圖所示。翻轉鑄型以使粘土離開模型和石膏半型。

第九步:如果橙漆流到石膏半型時,要用酒精清洗。洗去鑄型表面所有的粘土顆粒,現在該進行在石膏分型線雕刻關鍵部位。你可以用多種方法雕刻-圍繞大抹刀尾部,或一個硬幣(鎳或弦)
第十步:廣東機械加工廠再次準備好鑄造平板,用滑石粉除去模型和分型線區域的灰塵,和第四步一樣刷脫模劑,如第五步一樣將板用C型夾裝配起來并重復第六步和第七步來制作鑄型的第二部分。將石型固定半小時,將鑄造平板移走,刮鑄型的上部。傾斜邊緣和角落。
第十一步:現在準備開模。刮去所有可能從第一個半型邊緣滑落的石膏。使用一個平直端的螺絲刀或者一個木邊的螺絲刀,從分型線插入進去。用錘子輕輕的叩擊,廣東機械加工廠當鑄型開始分開時,立刻將鑄型翻轉并重復這一步驟,當鑄型松動時,抓住兩個半型并輕輕的分開。
第十二步:模型通常會留在某一個半型內。在這一點上,分型線的準確度、模型材料、以及材料的軟硬程度將會決定將模型從半型中取出的難易程度。

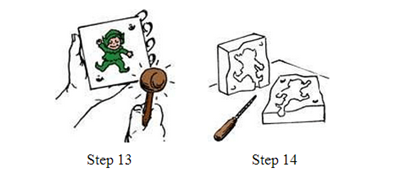
第十三步:如果模型由粘土制作,你可以用螺絲起子輕輕的將其取出,但是如果你必須像用杠桿一樣將其撬起時,在螺絲起子下放一個平的木頭以保證石膏模不碎裂。如果你的模型是金屬、玻璃或陶瓷做的,你可能需要用其他方法,比如空氣壓力或者用一個橡皮錘圍繞著模型輕敲。在一些情況下,你可能將模型敲出了缺口從而將其破壞了。但是緊記,廣東機械加工廠在這種情況下,鑄型是主要的物體因為一個好的、耐用的鑄型可以重復生產50-150成品。
第十四步:有了清理掉其他顆粒的兩個半型,我們現在決定在哪里刻出澆孔。它可以在一個半型內或者在所示兩個半型內,傾斜兩個半型分型線的外部邊緣和傾斜鑄型的所有外部邊緣,這樣可以防止邊緣被敲碎。
第十五步:這時,核查每個半型中可以修剪的根切。考慮天氣情況使鑄型干燥4-5天,這樣你就得到了一個鑄型。