歡迎來到東莞市瑞諾宏精密機械科技有限公司網(wǎng)站!



精密機加工零件生產(chǎn)廠家
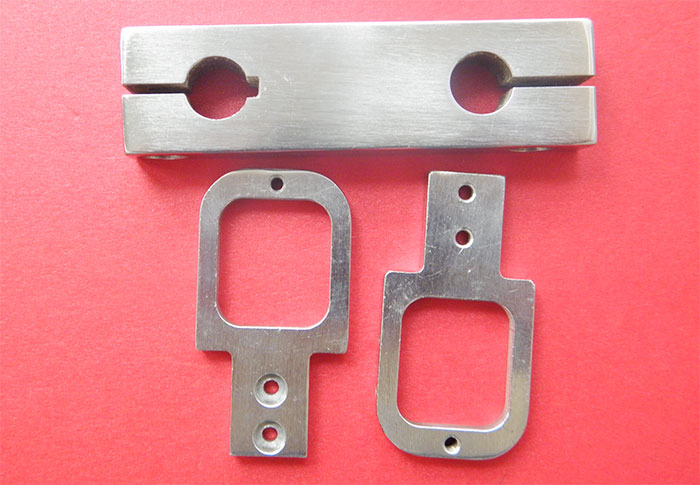
鋁合金精密零件,不銹鋼精密零件,精密沖壓件
信息來源于:互聯(lián)網(wǎng) 發(fā)布于:2021-05-29
東莞cnc加工廠通過對電火花成形加工機理的研究,進一步揭示放電過程的內(nèi)在規(guī)律,并以此為指導,推動電火花成形加工工藝向高效率、高精度、低損耗方向發(fā)展,同時還應注意微細化加工方面的發(fā)展。
(1)加工過程的高效化
加工過程的高效化不僅體現(xiàn)在通過改進電火花加工伺服系統(tǒng)、控制系統(tǒng)、工作液系統(tǒng)、機床結(jié)構(gòu)等,減少上述因素對電火花成形加工效率的影響,在保證加工精度的前提下提高粗、精加工效率,同時還應盡量減少輔助時間(如編程時間、電極與工件定位時間、維修時間等),這就需要增強機床的自動編程功能,擴展機床的在線后臺編程能力,改進和開發(fā)適用的電極與工件定位裝置。在機床維護方面,應增強機床的多媒體功能和在線幫助功能,對于常見故障,操作人員可直接根據(jù)計算機提示實現(xiàn)故障排除,同時這也有利于增強機床的可操作性和操作人員的操作技能。
(2)加工過程的精密化
東莞cnc加工廠通過采用一系列先進加工技術(shù)和工藝方法,目前電火花成形加工精度已有全面提高,有的已可達到鏡面加工水平。但從總體來看,先進技術(shù)在實際生產(chǎn)中的應用還不夠成熟和廣泛,因此有必要全面推動已有先進技術(shù)的進一步完善及向產(chǎn)業(yè)化方向發(fā)展。在保證加工速度、加工成本的前提下,使電火花成形加工的精度水平進一步提高,使電火花成形加工成為一些主要零件、關(guān)鍵零件的最終加工方式。同時,對加工精度的衡量不能僅僅局限于工件的尺寸精度和表面粗糙度,還應包括型面的幾何精度、變質(zhì)層厚度以及微觀裂紋、氧化、銹蝕等。
(3)加工過程的微細化
電火花成形加工的一個重要應用領(lǐng)域是窄槽、深腔、微細零件的加工,因此加工過程的微細化是今后一個重要的發(fā)展方向。電火花微細加工機理與常規(guī)電火花成形加工相同,但有自身的工藝特點:每個脈沖的放電能量很小,工作液循環(huán)困難,穩(wěn)定的放電間隙范圍小等。基于這些工藝特點,微細電火花成形加工的加工裝置、工作液循環(huán)系統(tǒng)、電極制備等必然與常規(guī)電火花成形加工有很大區(qū)別。因此,需要重點研究非機械作用力及其干擾對加工過程的影響等,進一步提高加工效率、加工精度及加工過程的穩(wěn)定性。
(4)應用范圍的擴大
目前,東莞cnc加工廠的電火花成形加工不僅可加工各種導電金屬材料和復雜型腔,還能實現(xiàn)對半導體材料、非導電材料的加工,并取得了較好的加工效果。同時,電極材料的種類也不斷增多。這方面的主要發(fā)展趨勢為:進一步研究半導體材料、非導電材料的放電加工機理,促進其加工效率、加工精度、加工過程穩(wěn)定性的提高,擴大可加工材料的范圍;除加工復雜型腔外,進一步實現(xiàn)對三維型腔、復雜型面的加工;研制性能優(yōu)越的新型電極材料。